Fúrópad NyÁK
lap készitéshez
Az otthoni
műhelyében a legtöbb rádióamatőr a
NyÁK lapok fúrásához különböző
kézi furógépeket használ. Ezeknek a
használata nagyon kényelmes, mindig kéznél van
és még házilag is könnyen barkácsolható
egy erre alkalmas kis szerkezet. Maga a velük végzett munka
minősége viszont már hagy némi
kivánnivalót maga után. Akkor van külnösen
probléma, amikor kétoldalas NyÁK – ot
készitünk és a furatot nagyon pontosan a
középpontba kell elhelyezni, ráadásul az ilyen
egyszerű gépeknél a furót sem tudjuk egyenesen
tartani. És van még egy probléma, amit miden
barkácsoló rádióamatőr jól ismer,
akár kézi, vagy
állványos furógépet használ – ez a
fúróforgács, ami minden furat után befedi a furat
környékét, eltakarja a közelben készitendő
ujabb furat helyét. Minden furat után le kell tisztitani a
felületet, amit általában vagy lefuvogatunk, vagy
lerázogatunk a felületről és ha ezt otthon
végezzük, egészségtelen porral szennyezzük a
lakásunkat.
Én a fúrónak
az egyenesben tartásához egy speciális
állványt készitettem. Hasonló
állványoknak a leirásai több folyóiratban is
előfordúltak már korábban is. De továbbra is
marad a kérdés, a por és a furóforgácsokkal
kapcsolatban.
És mi lenne, ha ugy
próbálnánk a lemezt fúrni, hogy a felületen ne
gyűljön fel a forgács? Ez csak úgy lehetséges,
hogy alúlról felfelé fúrunk, de ennél a
módszernél már szükségünk van valamilyen
egyszerű fúrópadra is. Nos én egy ilyen
fúrógép elkészitését
ajánlanám azoknak a rádióamatőröknek,
akik maguk készitik el a NyÁK lapjaikat.
A furópad sematikus
felépitése az 1. ábrán van bemutatva.
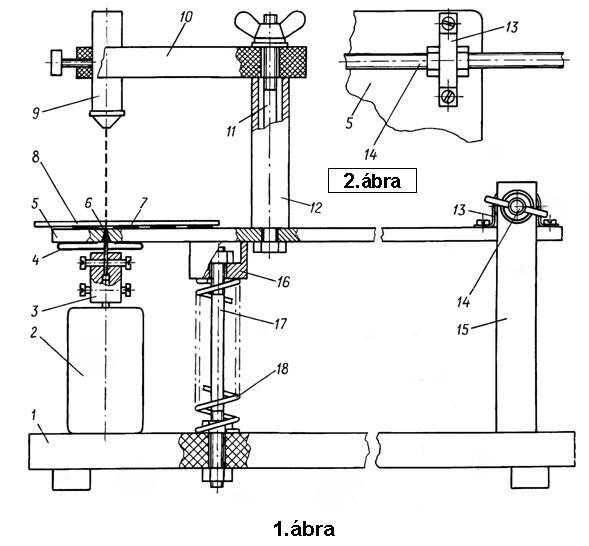
A fúrópad
alapjául (1) egy 320 x 220mm mértű, (lehet más
méretet is választani) fémből, műanyagból
vagy akár vastag furnérlapból készűlt lemez
szolgál, amelynek a négy sarkára kemény
gumiból készűlt lábak vannak rögzitve. A
fúrópad alaplemezéhez van rögzitve a villanymotor (2)
a furóval, (6) ami egy áttételként
szolgáló betétbe (3) van rögzitve, (Saját
megjegyzés: Elég primitiv megoldás. Lehet valamilyen
kisméretű furófejet felszerelni.) két darab
tartóoszlop, (15) amelyekre csuklósan van felszerelve a
munkaasztal (5) (a szélessége 120mm). Ez utóbi 6mm vastag
kemény aluminium ötvözetből készűlt.
És végül az alaplemezre van rögzitve egy
ütköző, (17) ami visszafeszitő
rugóval (18) és támasztó betéttel (16) van
ellátva van ellátva.
A munkaasztalon a fúrási
pontok zónájában néhány
keménygumiból készűlt szalag (7) van rögzitve,
amlyekre majd a furandó panelt (8) fogjuk helyezni. A munkaasztal
alsó felének ezen a részén a fogácsokat
begyűjtő edény (4) van rögzitve.
A munkaasztal alatt elhelyezett
fúró az aztalban kézitett vezérnyiláson
keresztűl van átvezetve. Alaphelyzetben a fúró
éle egy picit lejebb áll a gumimiszalagok
felületétől.
Valahol a munkaasztal
középpontjában egy állványra, amely egy
menetes csapból (11) áll, amelyiknek a felső vége egy
füles anyával van ellátva és egy
távtartó cső (12) segitségével egy konzol (10)
van rögzitve. Ennek a konzolnak (amelyet elkészithetünk
akár aluminumból, vagy müanyagból) a
végére egy lézeres mutatót (9) kell rögziteni,
úgy, hogy a lézersugár pontosan a fúró (6)
élére mutasson. Hogy a fúró elét pontosabban
meg tudjuk célozni, a lézeres mutatót ajánlatos
ellátni egy célkeresztet vetitő fejjel.
Az állvaány
és a konzol szerkezetének olyannak kell lenni, hogy az
megengedjen legalább +/- 2mm elmozdulást az asztal
hosszirányában és mogatható legyen az
állvány tengelye körül is.
Az anyák
segitségével az ütközőt (17) úgy
állitjuk be, hogy alaphelyzetben a munkasztal és az alaplemez
egymással párhuzamosan álljanak, amikor pedig megnyomjuk a
munkaasztalt lefelé, a fúró a pannel
vastagságának megfelelő szintre emelkedjen a gumilemezek
fölé. Egyébként ebből adódik az
arány, miszerint a megfelelő fúrási pontosság
eléréséhez a fúró éle és a
munkaasztal elmozdulási tegelye, valamint a furandó panel vastagsága
közötti arány legalább 100, de ha lehet még
ennél is több legyen.
Ha fúrót kell
cserélni, vagy a forgácsgyűjtő edényt akarjuk
kitakaritani, a munkaasztalt egyszerüen felemeljük és
átbillentjük a másik oldalra.
A munkaasztal tegelyekét
(14) egy 6mm átmérőjű teljes hosszában menettel
ellátott acélrudból készitjük (Ilyet lehet
készen venni). A tengely mindkét végére
golyóscsapágy van felhelyezve. Ha a rendelkezésünre
álló csapágyak nem potosan szorúlnak a tengelyre,
akkor mindkét csapágyat két oldalról egy – egy M6
anyával rögzitjük. A csapágyak 1mm vastag
acéllemezből hajlitott bilincsekkel (13) vannak rögzitve.
A munkaasztalhoz rögzitett
tengely két vége az alaplemezhez rögzitett két darab
tartóoszlopba készitett 6mm átmérőjű
furatokba van helyezve és belülről M6 – os anyákkal, kivűlről
pedig M6 – os füles anyákkal rögzitjük. Egy ilyen
rögzitési módszer lehetőséget ad a munkaasztal
elmozditására a tendely hosszanti irányában, amire
szükség lehet a furópad első
beállitásakor.
Elkezdjük a
fúrópad végleges beállitását. Azzal
kezdjük, hogy a munkaasztal tengelyének rögzitő
anyái és füles anyái segitségével
beállitjuk az asztalon létesitett vezérfurat
egybeesését a fúró tegelyével, majd
véglegesen rögzitünk minden anyát. A
következő lépésben beállitjuk a
fúró kiugrását a panel vastagságának
megfelelően. Végül a lézeres célzót
állitjuk be úgy, hogy a célzó kereszt pontosan a
fúró élére legyen vetitve.
Ha ezeket a
beállitási műveleteket elvégeztük,
elkezdhetjük a NyÁK panel furását. Helyezzük a
gumiszalagokra a panelt, amelyen a furatok helyei már be vannak
jelölve. Kapcsoljuk be a fúrót forgató motrot
és a lézeres mutatót. Mozditsuk el a panelt ugy, hogy a
lézeres célkereszt a furat közepébe
vetitődjön. Lassan nyomjuk az aztalt lefelé – kész a
furat.
Csökkentve az asztalra
gyakorolt nyomást viszaegedjük az eredeti helyzetébe. A
forgácsok nagy része a gyűjtő edénybe kerül
és csak egy jelentéktelen része jut a gumiszalagok
közé. Elmozditjuk a panelt, megcélozva a célkeresztel
a következö furat jelölési pontját.
Ahoz, hogy
külömböző átmérőjű furatokat
készithessünk a munkaasztalba több eltérő
átmérőjű vezérnyilást
készitünk – pld. 2; 1,5; 1,0; 0,8; 0,7; 0,6.
Ezeket a
vezérnyilásokat legjobb a behelyezett furókkal
közvetlenül az asztalba fúrni, miközben az aztalt minden
fúrás után 3,0 – 3,5mm – el elmozditjuk. A
vezérnyilásokon kivül ajánlatos még
néhány furatot késziteni az aszatalban, hogy a felül
maradt forgácsot a gyűjtőedénybe tudjuk
söpörni.
A jobb furási
pontosság elérése érdekében
természetesen lehet még további lépéseket
tenni. Lehet például az asztal tengelyének
vastagságát növelni 8 vagy 10mm átméröre.
Ezen kivül van más lehőség a preciztás
javitása irányába, amiket ki – ki a saját
lehetőségeihez mérten tud megvalósitani.
A fent emlitett
alkatrészeken kivül az alaplemezen kap helyet még a
motrkapcsoló, külön kapcsoló a lézer
mutatónak, tápegség a lézernek és a
motornak.
A forditást UT1DA Árpi készitette.
Bátyu 2011-03-20.
73! de UT1DA
Vissza
Используются технологии
uCoz